MOLDINO - Radius Mill TR4F type | JSR GROUP
December 01, 2025


Radius Mill TR4F type
The groundbreaking TR4F type, with cutting depth of 2 mm × 2 mm feed rate per tooth
Overcomes all major issues encountered in mold machining, thanks to TR4F’s three unique features
| POINT 1 | Even with interrupted cutting |
High chipping resistance
|
selection of close pitch type 4000 Type | |
 |
||
| 1mm × 2mm | ||
| Cutting depth | Feed per tooth | |
Tool performance that maximizes the machine’s full capabilities
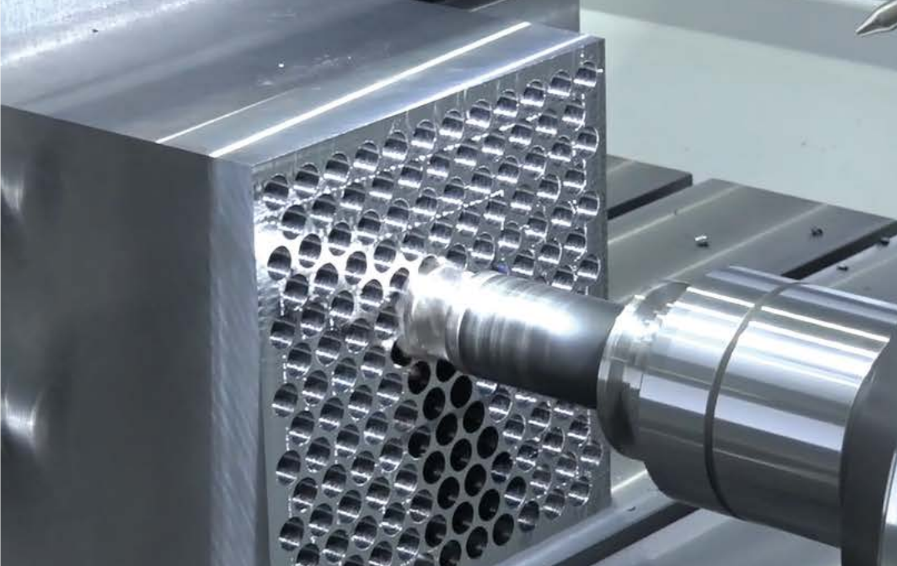
Rugged cutting, regardless of load, thanks to the unique insert shape

【Cutting conditions】TR4F5000 type
Tool dia. :φ63 Cutting speed :vc=130m/min
Depth of cut :ap×ae=2.0×40mm
Work material :Pre-hardened steels (30HRC)
Machine:3-axis MC horizontal type(BT50,37kw)
| POINT 2 | Even with wall face processing |
| Deep cutting 5000 Type |
Prevents scraping
|
|
 |
||
| 2mm × 2mm | ||
| Cutting depth | Feed per tooth | |
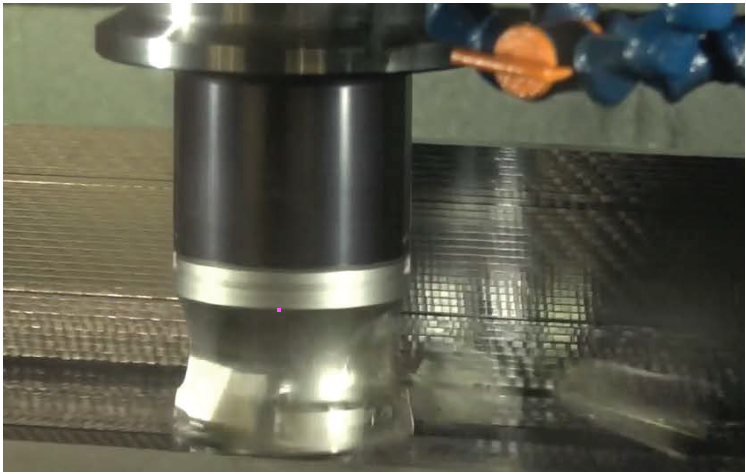
Chip ejection path away from work surface
Prevents scraping due to chip breakage and bending, which often occurs during wall face machining, whether cutting up or down.
 |
 |
【Cutting conditions】TR4F5000 type
Tool dia. :φ63 Cutting speed :vc=100m/min
Feed rate :fz=2.0mm/t Depth of cut :ap×ae=2.0×37.8mm
Work material :Pre-hardened steels (32HRC)
| POINT 3 | Even in chips |
Minimized biting risk

oughing technique achieves “super” high-feed cutting.
Exclusive high-efficiency cutting, resulting from unique insert and body shapes
TR4F type to meet specific challenges posed by high-efficiency cutting
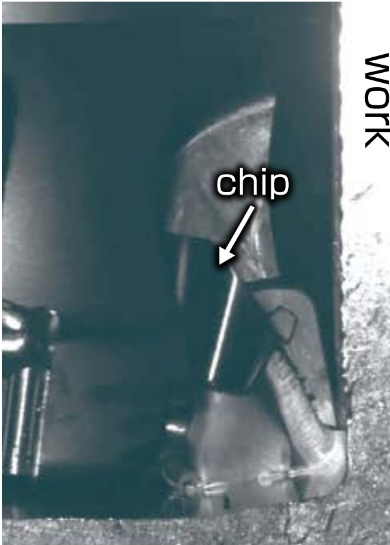
| Issue 01 | Although high-feed cutting is performed for shaping, resulting severe chip clogging and biting may reduce shaping efficiency |
Proposed solutions
|
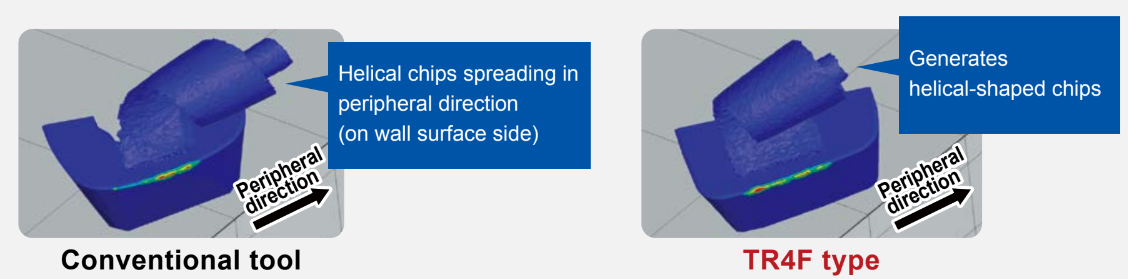
Adopts new body shape to enhance chip removal.
|
Generation of smooth twist-free chips
【Cutting conditions】 Tool dia.:φ63 |
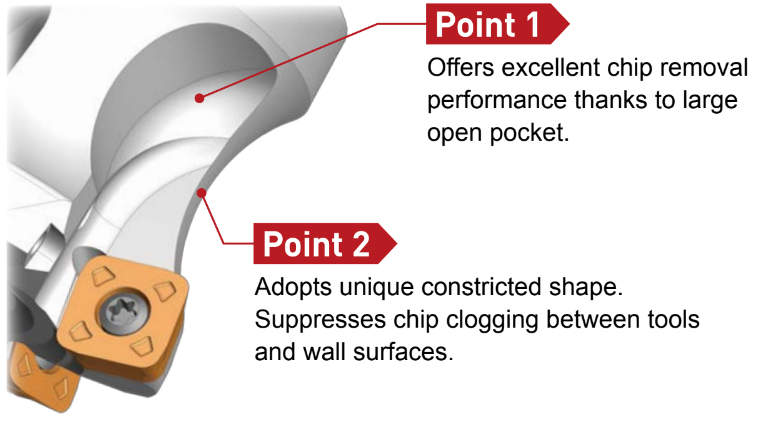

| Point | Cutting edge designed to control chip flow |
Optimizes cutting edge design to achieve smooth chip removal flow; keeps chips away from wall surfaces.
Suppresses clogging from the time chip generation starts.

| Issue 02 | New equipment installed to improve the efficiency of the roughing process. The goal is to reduce machining times with high-feed cutting. But higher feed rates reduce tool life and keep the machine away from delivering its full potential. |
Proposed solutions
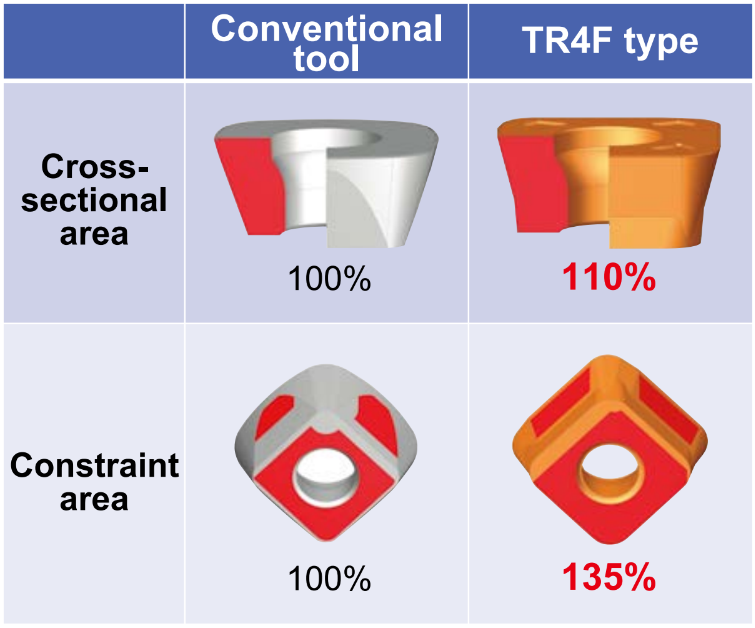
Developed a unique insert shape. Performs stable machining despite large cutting load generated during high-feed cutting with large cross-sectional and constraint areas.
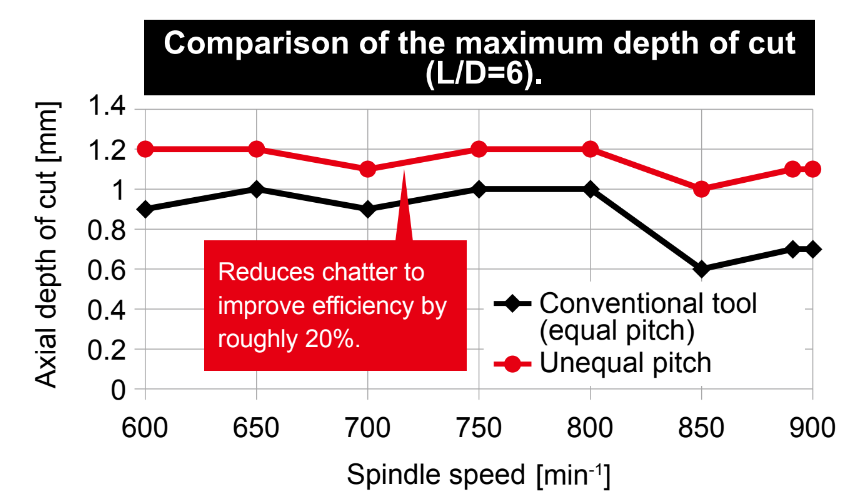
Adopts unique unequal pitch method to reduce chattering during cutting.
|
Secures insert strength and constraint force by enlarging cross-sectional and constraint areas even in high-load cutting. |
【Cutting conditions】 Tool dia.:φ50, No. of Flutes:4 Flutes, Unequal pitch reduces a vibration, a major factor of chattering. |
| Point | Meets the requirements of various applications and steel types. |
The unique cross-sectional shape and cutting edge design of a single insert meets the needs of a wide range of cutting mod
Diverse lineup of insert grades to meet the demands posed by a wide range of work materials.

Share on Facebook

Share on X

Share on Pinterest
สินค้าที่เกี่ยวข้อง

0 Comment(s)
Recent Posts




